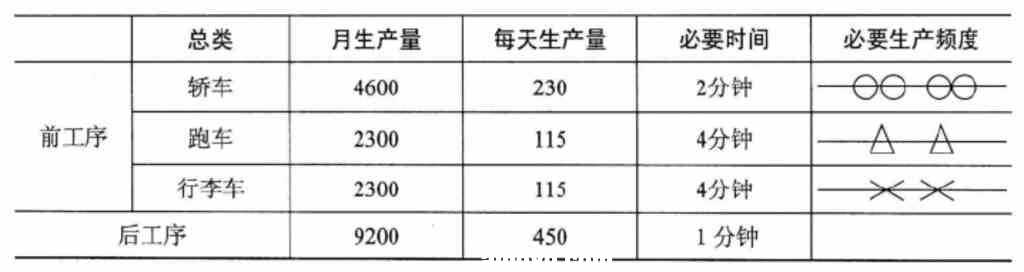
运用看板管理方式来提高生产效益时,必须具备有5个必要的前提条件。 1.后工序领取方式 现在大家不妨动动脑筋想一想,为什么要这样做呢?如果采用一般的运送方式又会产生什么问题呢?相信经由你的思考,必定能加深你对“后工序取用”重要性的了解。 你是否已经有了明确的答案?现在我们就来说明一下:推动生产方式并没有考虑到后工序的实际需求;前工序根据生产计划加工,完成后依序将物品运送给下一个工序。对后工序而言,就会产生下列几种问题。 (1)产生不需要的库存。因为前工序无法知道后工序的实际使用数量,因此会按照计划制造产品,这样制造的产品和实际售出的产品无法与后工序保持一致,因此会产生不必要的库存。 (2)制造出不需要的东西。由于前工序无法知道后工序实际消耗的品种,因此生产出的品种和实际售出的情况不一致,因此会生产出并不需要的东西。 (3)发生交货期延迟和不必要的加班。由于我们的生产能力用于制造并不需要的东西,因此会产生需要的产品无法制造的情况,本来能力可以满足需求,但仍然需要加班来制造需要的东西。 由于上列问题的产生,势必会产生下列结果。 .需要更多的人力和设备投资; .不容易发掘瓶颈工序之所在; .问题点不容易明显化。 2.平准化生产 在生产运行的整个过程中,会产生需求为高峰和低谷的情况发生。假设生产能力是依照为了配合生产高峰时段的负荷量而设定的话,那么高峰时段以外的生产就会产生浪费;如果生产能力是为了配合生产低峰时段的负荷量而设定的话,那么在高峰时段将会发生能力不足的现象。因此,对于生产线上工作量的变动,最好尽可能地减免,以免发生负荷不平均的情形。 一般来说,负荷量的变动大致可分为总量的变动、各种型号数量的变动两种。 “在产品卖得出去的范围内,让总量及单类数量平均化,这种均衡的生产方式,就称作平准化生产。”平准化生产实例如下。 我们要在一条生产线上生产轿车、跑车、行李车3类车种,该月的总需要量是9200台,工作日数为20天,每天工作是460分钟。 总数量为9200台,除以20天以后得出每天的需要量为460台,节拍为460分钟除以460台,从这里我们可以知道每台车的生产节拍为1分钟。 再以3种车型来看,轿车每月的需求量为4600台,除以20天后得出230台是每日的需求量。由此得知轿车的节拍便是460分钟除以230台,这表示轿车每台生产时间为2分钟,同理推算出跑车4分钟一台,行李车也是4分钟一台,依照各类不同车种所需的生产时间去做安排,如表1-1所示。
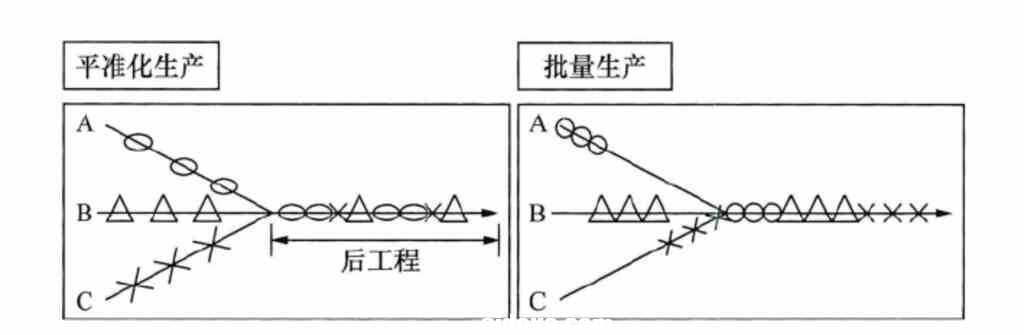
表1-1生产数量 若以具体的物品流动方式来说,生产线上全面以1分钟生产1台车的速度在进行着,但其中轿车以2分钟1台、跑车以4分钟1台的流速在进行。根据前面的节拍,生产线按照这种流程在进行生产。首先1号生产轿车,接下来,2号生产跑车,3号再生产轿车,4号生产行李车。从1号到4号便构成一个生产周期,如果以第5号起也同样以这个周期来生产的话,那么这3种车种便能生产出当月实际需求的目标数量了。这样的做法是遵循用户需要的品种顺序,可以使用最小的库存数量满足客户的需求。 现在来考虑如果我们前10天进行轿车生产,然后利用5天进行跑车生产,最后5天生产行李车。这样做我们在前10天必须准备10天的跑车和行李车库存,否则跑车和行李车会产生脱销,失去本应属于我们的市场,如图1-1所示。
图1-1 平准化和批量对比 平准化好处如下: .产品均衡变化有序,对零件供应影响极小; .保证不同时间段的产品数量精确; .减少库存; .稳定的零件供应; .有节奏地供给生产线,对总装线的人员需求稳定,原材料和零件库存较小; .更快满足客户的需要; .减少硬件投资。 3.过程稳定 由于看板生产过程保有少量的库存,因此特别需要稳定的生产过程,才能保证看板正常运作。如果系统中出现不良品,由于在精益系统中节拍时间和生产能力都被控制得相当严谨,则会造成生产停滞或不均衡,这样不但会影响交货期,而且会导致看板系统混乱。各个环节为了将100%优良品交给后工序,所以必须时时加以注意,防止不良品的流出和再发生,或者成立专门的改善团队来消除过程中的不稳定因素,确实做不到100%的良品时,适当建立端数品对应;有不良品时,拿端数品交换补充、消除因不良的造成的停线。 4.严守生产规则 违反生产规则是十分严重的事情,整个生产系统极可能会因此崩溃瓦解。看板使用不当也可以变成“杀手”。因为此系统非常严谨,任何违反规则的现象都会造成系统的巨大波动,这些波动会使得系统运行和看板要求数量产生差异,这些差异可能会导致物品过剩或全线停产。 如果抱着“这只不过是个人不符合规定而已,应该不会造成全线生产流程不便”这种幼稚观念的话,那就大错了。 有很多管理者认为现场有作业标准或者现场有看板操作作业标准,员工就应该按照标准作业的描述进行作业;如果没有按照作业指导书来操作就是员工的问题,需要用强制的办法来约束员工,如扣工资。持这种想法的现场管理者估计,会有很大的部分,如果有这种想法,想让员工完全按照要求来运行看板其实难度很大。 作为管理者要尽量分析员工为什么不按照看板要求来运行看板,原因可能有以下几个方面。 (1)员工不了解看板运行过程 虽然看板运行了一段时间,但是员工还是存在不了解看板运行过程的可能,这时候就需要管理人员加强培训或者现场放置一些简单易懂的看板知识介绍。 (2)培训接受程度低 虽然接受过培训但是接受程度低,或者很多内容没有培训到,这就需要重新修订培训教程,培训老师需要认证上岗。在培训过程中穿插看板模拟游戏来帮助员工更好地理解看板。 (3)员工存有侥幸心理 员工存有一些侥幸心理,认为一两次没有按照看板操作不会影响到看板的整体运行,然而随着时间推移,最后完全不按照看板操作。遇到这种情况,管理者要做好日常看板点检工作,每周抽出一天时间来点检员工是否按看板来操作,如果没有,要及时制止并教导。 (4)看板运行过程过于复杂 有时看板环节设计过分复杂或者难于实施,这时候管理者要能发现并思考改善办法来简化过程,创造一种利于员工操作的环境。 相信通过不断的PDCA发现问题、解决问题,员工能够很好地按照看板要求来运行。如果员工不按照标准来执行,管理者必须自己检讨自己工作上的缺失,而不是认为问题仅出在员工身上。 5.组织全员参加的现场改善活动 看板生产方式目标和系统建立是通过最为基本的条件——全员参加的改善活动来实现的,正是这种改善活动真正把看板管理变为现实。公司全体人员参加的现场改善活动,是公司强大生命力的源泉,也是看板管理方式的坚固基石。实践表明,提高质量、降低成本、保证按期交货、提高生产效率的根本手段是现场的持续改善活动。同时,不断的现场改善也是生产系统不断完善的根本保证。 一般来说,人总是追求不断的自我完善,生产系统也应该在运行过程中得到不断的完善。人的不断自我完善是通过不断的学习而实现的,而生产系统的不断自我完善则应该依靠生产系统本身内在的动态自我完善的机制来实现。看板管理,是具备了这样一种独特的动态自我完善的机制,即“强制性揭露问题、暴露问题”。管理人员不能满足于生产系统一时的正常和平稳,应试图打破已有的正常和平稳,使生产系统进入更高水平的运行状态。当生产系统平稳运行时,要通过减少看板数量而强制性地减少工序之间的在制品储备量(或者压缩生产前置期、减少作业人数),从而迫使生产系统中存在着的问题和隐患在不平稳中暴露出来,如设备保养不善、加工能力不均衡、作业人员技能差异、工序作业衔接不良等。 通常这些问题和隐患都被过量的在制品所掩盖了。当这些问题和隐患显露出来之后,现场管理人员和作业人员组成的改善团队就针对问题提出改善的设想和措施,消除问题,使生产系统达到新水平的稳定。当然每一个新水平稳定的达成,又是下一阶段改善的开始。 看板方式并不是仅在本工序中实施而己,而是跨越了前后工序,贯连整体生产线或者连接整个供应链。 |